Kaizen alla Fiat. Considerazioni e analisi di Cesare Cosi
La riconosciuta chiave del successo giapponese, ed il conseguente modello operativo con il quale tutti gli altri produttori si sono dovuti misurare, è una filosofia basata sui 10 punti del Company wide qualità controll.
In esso si individua la priorità assoluta del cliente, la qualità ed il continuo miglioramento del prodotto/servizio come strumento per consolidarlo. Per ottenere questo si evidenzia che la qualità dei prodotto è il risultato della qualità dei processi, che devono quindi essere continuamente migliorati tramite il coinvolgimento di tutti “dal di dentro”. Uno degli strumenti indicati è anche l’addestramento continuo, e per incrementare nuove abilità l’attuazione del problem solving in gruppo.
Un percorso di questo tipo non si improvvisa perchè il modo industriale giapponese, ed il comparto dell’auto in particolare, ha iniziato la sua costruzione nei lontani anni ’50, sia per scelte governative ed economiche, alcune quasi obbligate, relative al momento storico che il paese stava attraversando , che per intelligenti intuizioni di alcuni suoi uomini.
L’esempio più significativo è sicuramente quello della Toyota motor company. E’ bene non dimenticare gli inizi, perché, secondo il mio parere, è in quegli anni che si buttano le basi per i successivi sviluppi.
Alla fine degli anni ‘40 a fronte di una grave crisi, l’azienda decide il licenziamento di ¼ di tutti gli addetti e questa scelta porta all’occupazione degli stabilimenti. L’accordo sindacale sancisce una sconfitta per il sindacato dato che passano i licenziamenti, ma parimenti, i lavoratori rimasti ottengono le dimissioni del presidente, che era membro della famiglia proprietaria, e due cose di straordinaria importanza per lo sviluppo del futuro modello toyotista.
La prima è la garanzia a vita del posto di lavoro, la seconda il salario legato non alla professionalità esercitata ma all’anzianità acquisita, accompagnato da premi di produzione collegati alla redditività aziendale. In aggiunta a questo, nel divenire del tempo, i lavoratori sono progressivamente diventati membri della –comunità Toyota – con benefit che vanno dalla casa, al posto in cimitero per la famiglia, all’accesso alle strutture ricreative, ecc. senza consistenti differenze di reddito o di censo acquisito in azienda..
Questi aspetti producono due fatti che non si sono mai verificati nel mondo occidentale, il primo è considerare gli addetti alla trasformazione del prodotto, non parti intercambiabili del processo produttivo ma bene primario, dato avrebbero potuto far parte del capitale aziendale per tutta la vita lavorativa, e quindi dovevano essere valorizzati, tentando di ottenere anche da loro il massimo sotto tutti gli aspetti.
Il secondo è il riconoscimento dell’incremento salariale non legato a specifiche e settoriali professionalità, ma all’anzianità di servizio che, nel contesto nel quale viene attuata, diventava il riconoscimento di una professionalità polivalente, specificatamente costruita ed arricchita su di un ciclo dato, e parimenti trasmessa da lavoratore a lavoratore.
Queste due scelte hanno portato, nel bene e nel male, i lavoratori ad identificarsi con il destino dell’azienda, hanno depotenziato tematiche complesse e di per se conflittuali come l’avanzamento di carriera, e la progressione in qualificazione esercitata – riconosciuta – retribuita, riducendo la netta separazione tra istruttori ed esecutori o più semplicemente tra chi pensa e chi esegue tipica della fabbrica taylor-fordista.
E’ sulla base di questi due fatti che le intelligenti intuizioni di Taiichi Ohno e collaboratori possono gradatamente svilupparsi, dato che le scelte classiche, presenti nella produzione di massa di impostazione fordista, non avrebbero potuto svilupparsi, sia per i ridotti capitali a disposizione che per la corretta analisi da loro fatta della produzione fordista carica di – muda – (spreco) sia di fatica che di materiali e tempo.
E’ proprio nella corretta analisi degli sprechi della fabbrica fordista, e nella loro progressiva ricerca di eliminarli, che l’esperienza toyotista si caratterizza come vincente. Sarà poi la codificazione della prassi e degli strumenti adottati che la trasformeranno in un modello scientifico (quindi trasmissibile).
Ovviamente il tutto non è avvenuta dall’oggi al domani, si è proseguito per approssimazioni successive ed errori, ma il risultato è stata la – produzione snella – che è stata la fortuna dell’industria giapponese dell’auto, che nel corso degli anni ’80 tramite sia gli stabilimenti giapponesi che i transplan negli USA ed in Europa, ha fatto capire i vantaggi delle loro scelte in termini di maggiore qualità, costi inferiori e prezzi molto concorrenziali.
Non è certo compito di queste poche righe ripercorrere tutte le tappe di quello che ho giustamente chiamato il modello, ma l’ossessiva ricerca dell’eliminazione degli sprechi e la ricerca della qualità subito è sicuramente il paradigma vincente, ma parimenti il più difficile da attuare, in una fabbrica taylor-fordista che cerca di passare dalla produzione di massa alla produzione snella.
Se prendiamo ad esempio l’intervento di Ohno sul settore dello stampaggio incentrato sulla trasformazione di tutti gli addetti (compresi i capi intermedi) in un gruppo polivalente con compiti sia di operatori linea che in manutentori ed in addetti al cambio stampi, capiamo come una operazione del genere fosse possibile unicamente in presenza dei due punti precedentemente elencati e del conseguente clima interno stabilitosi
La scelta poi di fermare la linea di montaggio, al fine di individuare la difettosità segnalata ed attivare il percorso di indagine per l’eliminazione, è semplicemente rivoluzionaria se paragonata all’impostazione fordista – move the metal (avanti il metallo) – dove la priorità non era la qualità da ricercare, e l’eliminazione dello spreco derivante da essa, ma la realizzazione del volume impostato, a prescindere.
Da queste e da innumerevoli altre esperienze, la letteratura ci ha insegnato come il modello toyotista si sia consolidato e sia cresciuto. L’intera strumentazione che semplifichiamo identificandola come – kaizen – (miglioramento continuo) si compone di:
- I 5 perché
- Le 5 s
- I 7 strumenti di Ishikawa
- I circoli di qualità
- La raccolta dati
- Il brainstorming
- Il problem solving
- Il diagramma di Gantt
- Le carte di controllo
- La correlazione
- La diagrammazione Cedac
- La stratificazione
- Il diagramma di Pareto
- Gli istogrammi
- Il ciclo P.D.C.A. o ruota di Deming
- Il controllo della qualità, le operazioni standard, la programmazione livellata, il T.P.M., il lavoro di gruppo, la produzione per obiettivi, il kan-ban, il poka jokè, ecc.
Tutto questo fa ormai parte del modello trasmissibile e trasmesso. La cosa importante da evidenziare, prima di passare all’impatto che tutto questo ha avuto in Italia, e più specificatamente alla Fiat e nel settore dell’auto, è tentare di comprendere cosa è rimasto nella fabbrica snella, del modello taylorista, dato che il fordismo era già negato e non attuato agli inizi degli anni ’50..
L’avvio del kaizen in Giappone è stato guidato, soprattutto nella prima fase, dai tecnici degli uffici tempi e metodi, che partecipavano assiduamente ai lavori di gruppo. Ohno aveva creato questi gruppi al fine di utilizzare l’intelligenza e l’esperienza collettiva espressa in termini di suggerimenti per miglioramenti, che solo chi aveva diretta esperienza del lavoro poteva trasmettere.
In questi suggerimenti sicuramente si trasmettevano consigli legati al miglioramento della qualità ma anche al possibile recupero di tempi morti, alla razionalizzazioni dei posti di lavoro, delle attrezzature in dotazione, ecc. Col tempo questi analisti sono progressivamente diminuiti rispetto a fabbriche equivalenti, ed hanno sicuramente perso la loro principale funzione che era quella di quantificare i metodi ed i tempi d’esecuzione, per trasformarsi in memorizzatori e organizzatori dell’elaborato collettivo del gruppo, in figure tecniche di collegamento con le tecnologie ed i fornitori, in ergonomi o altro.
Le intuizioni tayloristiche sono però pienamente assunte, la parcellizzazione delle mansioni è operante, nell’auto le linee di produzione hanno cadenze vicino al minuto, e di tutte le sperimentazioni tentate in Europa di ricomposizione delle mansioni, poco o nulla è stato assunto, a meno che fossero ritenute funzionali al loro disegno ed alla loro ottica, Ne consegue che il modello giapponese è, secondo il mio parere, ancora largamente taylorista, le originalità presenti sono tutte riconducibili al diverso modo di utilizzare uomini e macchine rispetto al fordismo.
Da non dimenticare che una delle ragioni è insita nello stesso termine – kaizen – dato che non è evidenziabile un qualsivoglia miglioramento se non si stabilisce una base 100 di partenza a cui fare riferimento, che deve essere conteggiata e quantificata.
Non esistendo regole formalmente sancite, la contrattazione della prestazione di lavoro e della o.d.l. non è prevista e non è attivata, perché è la risultanza di un processo interno che, almeno formalmente, vede un’attiva collaborazione tra tutti i soggetti e conseguentemente l’assenza del conflitto.
Su questo tema nella letteratura non si trovano riferimenti di nessun tipo, tutto è sempre ricondotto all’identificazione dell’operaio con gli interessi e la fortuna dell’azienda, e mai un riferimento tecnico quantificabile relativo alla velocità d’esecuzione delle mansioni, alle saturazioni, ed alle strumentazioni collegate (fattori di riposo e fisiologici, pause) atte a soppesare l’entità dello sfruttamento a cui il sistema sottopone i lavoratori.
Non è mio interesse valutare adesso quanto questi lavoratori resisteranno e quanto risisterebbero se i vantaggi precedentemente elencati venissero meno come è avvenuto ad esempio in Corea. A questo punto del ragionamento è importante riconoscere valenza tecnico-operativa alle intuizioni degli uomini della Toyota, quindi molti paradigmi della produzione snella, le modifiche apportate alla gestione fordista d’insieme, non soltanto non sono contestabili ma da auspicare e favorire.
Nel capitolo successivo affrontero, per grandi linee, gli interventi della Fiat sull’onda del successo del modello, sapendo che in Europa e più specificamente in Italia, il trasferimento tout-court è problematico non soltanto per la significativa presenza sindacale, ma perché il tema della prestazione di lavoro variamente intesa è da sempre oggetto di contrattazione, e i due punti precedentemente citati come fondanti (garanzia occupazionale e salario legato all’anzianità) sono o poco presenti o assenti del tutto.
Il tentativo FIAT d’assunzione del modello toyotista
La formale data d’avvio di questo processo è la convention di Marentino (20-21/10/1989) dove l’amministratore delegato C. Romiti lancia, ad una platea di dirigenti di tutti i settori, una vera e propria strategia, illustrata nei più piccoli dettagli tramite consulenti dell’Isvor, denominata – Piano per Qualità totale -. Dalla cassetta video si rileva anche una pesante analisi sulle difettosità dei prodotti Fiat e relativi costi, analisi poi largamente ripresa, utilizzando anche i dati del MIT (Massachusets Institute of Tecnology), da Panorama del 20-5-1990, pag.253.
Il piano, illustrato in Fiat quadri n° 4 – 1990 pag. 17, ricalca i 10 punti del Company wide qualità controll, ampliando il concetto del servizio al cliente, dato che viene proiettato anche all’interno del ciclo produttivo (reparto/ufficio) identificando la figura del cliente interno che deve poter essere soddisfatto dalla ”fornitura” ricevuta e tentare di soddisfare il cliente successivo.
La seconda tappa è il convegno di Venezia “Tecnology organization and people growth” tenuto dall’Isvor-Fiat, che aveva lo scopo non solo di chiarire ulteriormente l’insieme delle iniziative del piano Q.T., ma annessi e connessi, che semplifico con il termine – toyotismo in ottica Fiat -. L’intento del convegno era anche quello di proiettare sul mondo dell’imprenditoria e della cultura l’insieme del pacchetto elaborato, oltre ovviamente creare occasioni di business per l’Isvor come fornitrice di servizi all’impresa.
Queste iniziative si calano alla fine degli anni ’80, decennio che vide il dispiegarsi di consistenti ed importanti innovazioni tecnologiche (Digitron, LAM, ecc.) oltre a consistenti trasformazioni dell’automazione rigida in automazione flessibile (800 robots in funzione nel solo settore auto, ed il Comau che diventa lider mondiale nella costruzione degli stessi).
Abbinate a queste cresce il sistema informativo e l’utilizzo dell’informatica, cambia il sistema organizzativo e la nuova o.d.l. vede il ridursi egli addetti alla fabbricazione (i diretti) ed una crescita di indiretti, addetti ai sistemi informativi, di manutenzione, controllo qualità, attrezzaggio, ecc.
Si tenta ovunque l’integrazione individuo-azienda anche con “corsi di formazione” non incentrati su conoscenze specifiche relative al compito da esercitare, ma come preparazione ad affrontare la realtà del “mutamento culturale aziendale”, tentando di ottenere se non l’adesione almeno l’agnosticismo o la non opposizione. E’ di questo periodo l’affermazione che non importa che tutti siano consenzienti e partecipi, l’importante è che si ottenga un 25% di convinti, un altro 25% di neutrali e questo basterà a trascinare il restante 50% che può essere contrario o opporsi. L’azienda utilizzò per questo scopo anche lo strumento dell’assemblea operaia di reparto pagata dall’azienda, dove al posto del sindacalista il relatore era un uomo del Personale coadiuvato da un “tecnico” addestrato al compito.
Abbinati a questi proseguono le attività dei circoli di qualità che passano da 9 del1982 a474 del 1990. Si attuano anche le gare di qualità tra squadre e reparti di ogni stabilimento con premi (pentole, trapanini, ecc,) con l’unico intento di mantenere viva l’attenzione ed il coinvolgimento, dato che era difficilissimo costruire basi di partenza e indicatori omogenei tra le realtà in competizione.
Le modifiche al sistema tecnologico, informativo e logistico portano alle trasformazioni dell’officina in – Unità operativa – la squadra in UTE (unità tecnologica elementare), nascono nuove figure che accorpando compiti precedentemente svolti negli uffici ed opportunamente integrati con altri, vengono proiettate direttamente sul luogo del fare (tecnolo di processo, tecnologo di linea, manutentore di area). Cambia anche l’identificazione dell’ufficio tempi e metodi che, nell’ottica delle novità, viene chiamato – Utilizzo Fattori -.
Anche a diretto livello del ciclo produttivo, tradizionali figure operaie come gli addetti macchina sono trasformati in CPI (conduttori di processo integrato) e/o manutentori polivalenti.
Il modello di professionalità richiesta, esercitata e riconosciuta cambia subendo aggregazioni diverse, ma sotto il profilo del riconoscimento di dette professionalità (passaggi di categoria) il cambiamento è lentissimo ed interviene molto marginalmente su tutte le figure investite dal cambiamento.
Orbene queste sono le trasformazioni che, con parziali ripensamenti o marginali avanzamenti, un osservatore esterno, chiamato a valutare il cambiamento rispetto alla fabbrica taylor-fordista di antica memoria, può rilevare. Per gli interessati al puntuale divenire teorico in chiave padronale di tutta questa vicenda, è utile la consultazione delle pubblicazioni – FIAT Quadri – degli anni ’89 – ’92..
Per valutare però quali sono le reali differenze tra il toyotismo di matrice Fiat ed il modello ispiratore, quali modifiche siano state apportate al modello tayloristico classico in funzione dei cambiamenti radicali avvenuti, è indispensabile addentrarsi sul concreto operare di ogni singolo addetto o gruppo. Per molte figure impiegatizie, professionalizzate e intermedie molto è stato scritto ed indagato, ed i problemi non sono pochi, ma a me preme approfondire il tema dell’operaio diretto di produzione quindi scendere direttamente in officina. Entrare in un’officina razionalizzata, decisamente più accogliente delle precedenti, dove predominano i colori tenui e pastello, i pavimenti non sono più incatramati ma quasi lucidi, dove l’aria è respirabile, e dove ogni figura lavorativa e riconoscibile dal colore diverso della tuta in dotazione.
La scelta di assumere il lavoratore diretto come riferimento non è soltanto legata al fatto che ieri come oggi sono la maggioranza degli occupati, ma perché il luogo del fare è, secondo il mio parere, la vera cartina di tornasole per verificare l’entità e la riuscita o meno dell’operazione cambiamento, senza dimenticare che è proprio nel rapporto uomo-mansione, individuo-gruppo, sistema di regole teorico e concreto presente, che si verifica sia la possibile presenza di sfruttamento che l’esercizio delle forme di democrazia e di partecipazione.
Indagare la reale vita di un operaio Fiat è problematico per diversi aspetti, a prescindere dal diverso contesto tecnologico in cui opera che gradatamente tende a uniformarsi. A differenza di un recente passato prossimo, non sono tutti ugualmente soggetti al ad un omogeneo sistema di regole, perchè nel corso degli ultimi 25 anni ogni stabilimento ne ha assunte (subite, concordate) delle proprie.
Per comprendere cosa brevemente illustrerò è indispensabile avere un minimo di comunanza di linguaggio, e di comuni modelli interpretativi, dato che non tutti hanno lavorato in officina o fatto contrattazione di merito.
Quando un lavoratore industriale (metalmeccanico e non solo) varca la soglia di uno stabilimento, il suo tempo di presenza in officina viene letto e gestito dagli uffici tecnici (analisi lavoro, anzi Utilizzo Fattori), in un modo particolare così ripartito:
- Tempi Attivi o Effettivi (è la risultanza data da 100 – gli altri 3 indicatori) e indica il puro lavoro assegnato.
- Fattori di Riposo (dall’1 al 21% circa) Indica l’entità della maggiorazioni per sopportare il T.A.
- Fattore Fisiologico (dal 4 al 6% circa) Indica il tempo a disposizione per i bisogni personali.
- Pausa/e (dove previste, l’entità varia dal 4 al 6-8% o oltre) Per compensare i disagi del vincolo di linea o di nocività varie.
Tutti i quattro indicatori sono di diretta emanazioni tayloristica. I FR, FF e le pause, anche se tendono ad armonizzarsi, possono essere diversi da paese a paese. I criteri per determinare i T.A. (tempi d’esecuzione delle mansioni) sono invece internazionalmente omogenei (media cronometrica) o perfettamente identici se dalla media cronometrica si passa all’uso di tabelle internazionali quali l’MTM e derivati (spiegherò meglio quando tratterò il passaggio dal TMC-1 al TMC-2).
Questa prima differenza tra un lavoratore toyota ed un lavoratore Fiat è fondamentale, dato che il nostro è ancora soggetto alle decisioni di un tecnico che ha il compito di dirgli cosa deve fare (metodo) ed in quanto tempo deve eseguirlo. Solitamente per l’attribuzione del tempo occorrente (concesso, in linguaggio Fiat) l’analista usa un modello derivato dal sistema americano (MTM – Method Time Mesurement) denominato TMC, che determina tempi incentivati (a cottimo) a rendimento, 133 che è il massimo in uso in Italia fin dagli anni 30 quando era in uso il sistema Bedaux).
Questo fatto evidenzia che per la Fiat, pur in presenza di mutamenti sulle cose e sui modelli gestionali, il controllo dell’attività dei lavoratori diretti, – quelli che sanno perché fanno – come si può leggere in tutti i luoghi dove si tengono i Circoli di qualità, non è minimamente cambiata da circa un secolo.
Se ci si sposta poi su di una officina di montaggio in linea, bella, luminosa, con i webb (dove la vettura in costruzione è ancorata) basculanti, onde evitare di lavorare a braccia alzate, riscontriamo che il sistema dei tempi è identico, ma che nessun lavoratore ha la possibilità di fermare la linea, e questa possibilità è impedita anche al capo Ute, dato che l’autorizzazione deve giungere dall’alto. Si scopre altresì che molte volte l’impostazione fordista – move the metal (avanti il metallo) – è la regola, e porta più volte a riempire piazzali e corridoi di vetture incomplete o da revisionare.
Se poi le fermate avvenissero, per le cause più disparate comprese quelle fisiologiche al ciclo tecnologico e quindi previste, si scopre che il tempo ciclo della linea (la velocità di traslazione del semilavorato), è aumentato del +10% o oltre, fino al totale recupero delle fermate avvenute, con conseguente aumento del carico di lavoro passando dal 133 al 146,3 e oltre. E’ quindi facile domandarsi quale interesse abbiano i lavoratori a segnalare anomalie o scadimenti di qualità quando questo procura un peggioramento dei loro ritmi di lavoro già al limite del massimo consentito.
In altre realtà scopriremmo che le fermate di qualsivoglia natura e per cause mai dipendenti dall’agire operaio, sono invece recuperate fino ad esaurimento dei fattori di riposo e fisiologici assegnati, che nessun modello cronotecnico presente nell’industria prevede e che invece alla Fiat sono operanti.
Altro interrogativo sarebbe poi relativo al salario legato all’anzianità di servizio ed alla qualificazione esercitata e riconosciuta. Su questo tema scopriremmo che gli incrementi salariali per anzianità di servizio sono poca cosa, che vengono assorbiti se per caso si passa di categoria, e che la quasi totalità dei lavoratori diretti di produzione rimane sempre nello stesso livello (il 3°) che è il primo dopo la categoria obbligatoria (2°) nel momento dell’assunzione.
Approfondendo la tematica si scoprirebbe poi che la quasi totalità dei lavoratori è polivalente sulla sua UTE e su molte altre limitrofe, che più volte viene utilizzato come rimpiazzo o sostituto assente, sa fare cento lavori a rendimento pieno, ma la qualifica ed il salario si differenziano poco da un nuovo assunto.
Sulla compatercipazione agli utili ed ai benefit aziendali si scoprirebbe che sono previsti sconti del 15% circa per l’acquisto delle vetture del gruppo, regali natalizi per i bimbi e che esiste un forma premiante legata all’andamento del bilancio aziendale, fortemente condizionata non tanto dall’operato di tutti i dipendenti, ma anche dalle scelte finanziarie, più volte disastrose, dell’azienda.
Ci si potrebbe domandare poi, dato che la contrattazione con il sindacato sui temi dei tempi di lavoro e dell’o.d.l. è teoricamente prevista. da dove scaturiscano, il 133, il TMC, i recuperi, gli assorbimenti dei F.R. e F.F. e si scoprirebbe che sono quasi tutti accordi sindacali sottoscritti da tutte le organizzazioni, o separati perché la FIOM non vi ha aderito ritenendoli sbagliati e peggiorativi. Potrebbe anche segnalarvi che più volte non è stato neppure chiamato a decidere perché gli strumenti democratici previsti, voto, referendum, ecc. non sono stati attivati.
Per ultimo vi segnalerebbe che sull’onda del miglioramento continuo e del kaizen-Fiat è stato da poco sottoscritto da tutti i sindacati, tranne la Fiom, una nuova metrica del lavoro elaborata da alcuni cervelloni del Gruppo che si chiama TMC-2 e che sicuramente rilancerà l’azienda perché decisamente più efficace del precedente dato che prevede non più di lavorare a 133 ma a 163,38.
Tutte queste osservazioni sono riscontrabili esaminando l’intera contrattazione alla Fiat per tutti gli stabilimenti dell’auto, soprattutto dal 1987 ad oggi con una punta ancora più negativa nel 1981 raggiunta in relazione alla contrattazione perla Sevel.di Lanciano
Forse pero, sul tema della modifica alla metrica vale la pena di spendere qualche parola in più.
Il passaggio dal TMC-1 al TMC-2
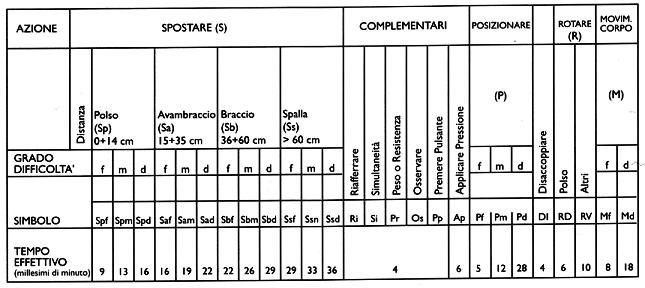
Il TMC-1 – Come già ricordato il TMC deriva dall’MTM ed in uso alla Fiat da decenni. La griglia di riferimento, presente sui fogli d’analisi del T.M.C. per registrare le gestualità ed i tempi, è la seguente:
|
Spostare |
Posizionare |
Disaccopp. |
Ruotare |
M.Corpo |
|||||||||||||||
|
Sv 0 ÷ 25 |
Sn 26÷50 |
Sl 51÷80 |
P |
D |
Rp. R.Volant. |
M c |
|||||||||||||
|
f |
m |
d |
f |
m |
d |
f |
m |
d |
f |
m |
d |
f |
m |
d |
8 |
9/16 |
17/30 |
f |
d |
|
16 |
19 |
22 |
24 |
28 |
31 |
34 |
38 |
42 |
7 |
17 |
35 |
4 |
8 |
19 |
6 |
10 |
13 |
10 |
19 |
Gli originali “pagati” dell’MTM espressi in TMU (0,06 centesimi di minuto) sono trasformati tramite un coefficiente di correzione (si moltiplicano per 0,652), ed operando anche medie varie, in millesimi di minuto ed a rendimento 133,33 che sono i valori presenti nello specchietto accluso.
Tutti questi passaggi sono diffusamente spiegati nel manuale edito dal Servizio Lavoro della FIAT e, dopo anni di verifiche, di sperimentazioni e di contrattazione di merito da parte di decine di sindacalisti e di delegati, non ci sono dubbi riguardo non all’equità del modello, ma alla corretta derivazione dall’MTM, ed alla coerente rispondenza ai canoni operanti in Italia rispetto ai massimali di rendimento e quindi agli accordi nazionali ed aziendali.
Il “Metodo” TMC-2
Già nel 1987 l’azienda ha iniziato ad affermare che la tradizionale versione del TMC era ormai datata, non più adatta ai tempi, troppo larga o squilibrata in molti pagati assegnati e, in ultima analisi, non più competitiva con le metriche adottate dagli altri costruttori europei e mondiali.
Da notare che alla precisa richiesta di vedere un manuale equivalente al precedente, gli interlocutori hanno affermato che fosse in preparazione, ma l’unica elaborato esistente oggi non è altro che una raccolta di indicazioni d’uso senza una sola dimostrazione matematica. Ulteriore prova che dimostrazioni non sono possibili perché i valori numerici non hanno corrispondenza con i valori MTM, essendo tempi inventati e non derivati dal modello base.
La sintesi dei macromovimenti TMC-2 è la seguente: (Tempi in millesimi a rendimento 163)
Ovviamente non affronto la dimostrazione dell’assurdità di ogni modifica ai pagati dato che ritengo che ai lettori interessi sapere quale incidenza ha la “nuova metrica” sui reali carichi di lavoro in officina, dato che la Fiat affermava e afferma, mentendo, che la variazione si assesta su un + 4% circa rispetto al TMC-1 .
Sul fatto che l’azienda menta è bene ricordare la vicenda della DENSO Thermal System S.p.A., di Poirino in provincia di Torino, perché emblematica. Nel corso di una trattativa trascinatasi per anni ed incentrata sulla contestazione dell’applicazione del TMC-2, in data 24 giugno 2002 la direzione del Gruppo ha consegnato alla OO.SS. presenti in stabilimento, le fotocopie della controanalisi TMC-1 e TMC-2 di 13 carichi di lavoro che erano stati scelti di comune accordo per verificare il divario esistente tra i due sistemi di rilevazione (evitiamo per problemi di spazio l’inserimento delle fotocopie).
Il risultato dei raffronti evidenzia un + 15% sui carichi di lavoro principalmente, ma non completamente, incentrati sulla gestualità, e scalarmente +14,7% +13,3% +9,8% +6,92% – per arrivare, su carichi di lavoro fortemente influenzati dai tempi macchina, a valori del +4,5%.
Dette verifiche non sono frutto dell’operato sindacale, ma degli analisti centrali del gruppo DENSO, multinazionale del Gruppo Toyota più grande di FIAT, quindi non sospetta.
Per la verifica citata precedentemente, mi servirò della stessa analisi TMC-1 acclusa nel manuale dalla FIAT relativa al montaggio della pompa alimentazione carburante. Le ragioni di questa scelta sono duplici; la prima ragione è che il rilievo è un riferimento ufficiale, la seconda è relativa al fatto che utilizzando un rilievo identico, è possibile valutare esattamente l’incremento della prestazione di lavoro o meglio dello sfruttamento, essendo rimasti invariati sia il prodotto, che l’o.d.l., l’impiantistica e le attrezzature.
Il ciclo in esame è semplice, in esso non sono presenti movimenti del corpo difficili, posizionare o disaccoppiare difficili, non vi sono maggiorazioni peso e sforzi consistenti; in sintesi si tratta di un insieme di gestualità “moderne” dato che il ciclo è privo di difficoltà, gravosità o nocività. E’ in sostanza quanto di meglio ci si può attendere da processi di ristrutturazione e/o razionalizzazione ergonomica dei cicli di lavoro.
Ne consegue che un ciclo di questa natura è una sorta di paradigma della media dei carichi di lavoro oggi esistenti, che vedono concentrato nel tempo di presenza in officina il massimo di attività gestuale possibile, tutta quella non sostituibile attualmente da automatismi di varia natura. Altra considerazione da fare è che nel raffronto nulla è stato mutato, non soltanto nella gestualità ma anche nella valutazione dei Fattori di Riposo e del Fattore Fisiologico. Il raffronto quindi è puro ed investe la sola metrica del lavoro.
Dall’intera dimostrazione è possibile rilevare che l’incremento, senza nulla mutare al prodotto, al layout, alle attrezzature in dotazione, con il semplice passaggio dal TMC-1 al TMC-2 è di 33,4 pezzi/ora che corrispondono ad un + 23,6 %.
Per quanto riguarda l’indice di rendimento o velocità d’esecuzione, se i 141,5 pezzi/ora corrispondono al 133,33, i 173,4 pezzi/ora corrispondono al 163,38, che è quindi largamente indicativa del massimale di sfruttamento ottenuto con il semplice cambio della metrica, in presenza di attività principalmente gestuali. Da non dimenticare che il + 23% si può leggere come incremento dei volumi a parità di addetti, o decremento degli addetti a parità di volume. Che poi, un intervento di questa natura non comporti mutamento alcuno sul sistema di regole esistente, lo pensa solo la Fiat (non tutti) e qualche sindacalista.
L’accordo per SATA-FMA – 11 giugno 1993
Questo accordo è una sorta di summa teologica di tutte le sperimentazioni, gli insegnamenti, i convincimenti aziendali maturati in più di un ventennio su tutto il gruppo, è quindi paradigma della fabbrica integrata incentrata sulla valorizzazione delle risorse umane e sulla partecipazione (sic!).
A dire queste cose non sono io ma la Fiat, perché la premessa all’accordo recita:
Le parti, nello stipulare il presente accordo, si danno atto della reciproca volontà di istituire e sviluppare nelle Società SATA e FMA un sistema di Relazioni Sindacali fondato sulla partecipazione.
In tale quadro la valorizzazione delle risorse umane ed il loro coinvolgimento nelle logiche di impresa si pone cioè uno degli aspetti prioritari nella realizzazione degli obiettivi aziendali tesi al miglioramento costante delle capacità competitive.
La realizzazione di tali finalità trova negli Stabilimenti di Melfi e Pratola Serra il contesto più idoneo grazie alla realizzazione di nuovi modelli organizzativi e di nuove logiche di gestione.
Le parti, sulla base di tali presupposti. ritengono che quanto previsto nel presente accordo, in ordine alle condizioni normative e retributive dei lavoratori nonché al loro reciproco sistema di rapporti predisponga le migliori condizioni per realizzare gli obiettivi di competitività aziendale e di coinvolgimento dei lavoratori.
Questo accordo, per me, fa tabula rasa di tutte le aspettative, i sogni, i convincimenti di molti che speravano che in una situazione di prato verde, in un contesto di assenza di “scorie” di mentalità industriale conflittuale, in assenza del trascinamento di precedenti accordi, in presenza di una classe di produttori giovane e selezionata non contaminata dalle esperienze degli anni ’70 e ’80, potesse costruirsi realmente una fabbrica nuova democratica e partecipata, e quindi più civile e produttiva delle precedenti.
Dato che ho partecipato alla trattativa e non ho firmato, la mia analisi critica dell’accordo è stata già fatta , non affronterò quindi i temi del salario e dell’orario, ma mi limiterò ad alcuni sintetici richiami relativi alla regolamentazione dell’attività lavorativa, vera cartina di tornasole per verificare il cambiamento tra il modello Taylor-fordista del 1971 e la fabbrica integrata del 1993.
Non mi è possibile inserire la sintesi dei cambiamenti quindi rimando gli interessati al testo – l’Oscuramento del tubo di cristallo -.
Se facciamo una comparazione tra Melfi e gli altri stabilimenti dell’auto prima degli accordi separati degli anni 2000, tutti gli stabilimenti dell’Iveco e della Case New Holland, la differenza supera i 45’ di lavoro aggiuntivo a turno, senza tenere conto dell’incremento derivante dal mutamento della metrica, e dalle altre nefandezze derivanti dai criteri puramente inventati sulla gestione dei Tempi Attivi, F.F., F.R., sulle macchine singole e sulle lavorazioni non considerate linee..
E pensare che ci avevano venduto la lametta che il tradizionale lavoratore subordinato che ha il dovere di lavorare e produce, e quindi deve essere organizzato, disciplinato e controllato, doveva trasformarsi in un lavoratore nuovo che nella logica del lavoro di gruppo avrebbe gradito lavorare, essere produttivo e quindi doveva essere capito, orientato e motivato.
Chissà quali sono le motivazioni che un lavoratore di Melfi dovrebbe trovare per gradire di lavorare all’interno di un sistema di regole come queste.
Gli ultimi colpi di coda
In ambito sindacale alcuni si consolavano con il fatto che la SATA-FMA non era formalmente un’azienda Fiat, e che i ricatti subiti in quella determinata situazione potevano essere evitati, se quelle regole fossero state proposte per gli stabilimenti dell’auto. Altra considerazione era quella che, essendo presenti formali accordi operanti da anni, per addivenire a quelle regole si sarebbero dovuti azzerare i precedenti, e quindi si sarebbero trovati l’intero corpo operaio e sindacale a difesa.
La realtà e stata ben diversa dato che, utilizzando la solita prassi ricattatoria consistente nel rilancio dei modelli, dei processi di miglioramento impiantistico, di ampliamento dell’occupazione giovanile, della nuova vocazione produttiva dei singoli stabilimenti, ecc. sono stati proposti ed accettati, accordi di inserimento della nuova metrica a Cassino, Pomigliano e Mirafiori. Oltre a questo è stato sottoscritto, per minori esigenze di volumi e carenza di organico, e forse per favorire esigenze operaie, la possibilità reversibile di fruire di pause collettive, con la fermata dell’impianto in alternativa al cambio con il rimpiazzo tradizionalmente in uso.
Gli accordi sono separati perché la Fiom non ha firmato, tranne a Pomigliano, con distingui tra la Fiom Napoli e la Fiom Campania.
Per Mirafiori la procedura è una perla dato che si è scelta la prassi del “rispetto” del Contratto attivando l’art. 11. La comunicazione aziendale specifica che sarà adottata la nuova metrica ma.. – Rimane confermata nel resto la vigente disciplina in materia – come se l’assunzione del TMC-2 non comportasse mutamento alcuno sull’indice di rendimento (cottimo e velocità d’esecuzione), ricadute sui fattori di riposo, sulle pause, sul salario e sugli indici delle forme premianti di varia natura.
Risultato, la crisi invece di migliorare è continuata, ed oggi è imperante e si aggrava, la cassa integrazione dilaga, la borsa crolla e, pur nella lenta e graduale applicazione della “nuova metrica”, ci sono già numerosi scioperi e proteste. Utilizzando gli strumenti della 626 è stata giustamente fatta denuncia dalla Fiom per i danni che il TMC-2 procura, ed a Torino il Procuratore Guariniello sta completando l’iter processuale che speriamo positivo.
Altri effetti sono che oggi ogni stabilimento ha un suo sistema di regole, ma che la Fiat, iniziando a uniformare la metrica in uso, si è posta l’obiettivo che il punto d’arrivo è Melfi per tutti, dove l’insieme non è solo l’auto, dato che comprende la Sevel, l’Iveco, la Case New Holland e quello che resta dell’indotto strategico.
Alla Sevel stanno trattando, perché anche l’Azienda ha formalmente riconosciuto che quei lavoratori hanno lavorato per 23 anni ½ ora in più per turno dal 1981, causa il truffaldino accordo, più volte citato, che sanciva e negava nello stesso tempo pause e fattori di riposo.
All’Iveco a fronte di processi di ristrutturazione l’azienda sta ritornando, per ora, a rilevazioni cronometriche per incamerare nei nuovi tempi abilità e capacità d’intervento degli addetti, ed a Termini Imerese c’è cassa integrazione per mesi, dato che si stanno approntando gli impianti per la nuova Y, e tutti sanno che un completo rifacimento impiantistico e di prodotto, prevede inevitabilmente il riconteggio dei carichi di lavoro, che non si sa quali sorprese potrà presentare, ma essere pessimisti è inevitabile e doveroso.
Conclusioni dopo il PUT
Che la chiusura della vicenda Fiat-GM sia positiva è un fatto, il rischio di perdere completamente l’industria dell’auto è stato evitato, ma i problemi rimangono e sono gravissimi. L’obiettivo del mantenimento degli occupati e di tutti i siti produttivi esistenti è obiettivo irrinunciabile, ma non possiamo non interrogarci con quali costi, quali ricatti il mondo del lavoro subisce e potrà subire.
Il primo rischio è quello di trasformare gli occupati Fiat in lavoratori combattenti prima tra stabilimento e stabilimento per ottenere le commesse e la sopravvivenza del sito produttivo, e più in generale, combattente contro il resto del mondo per essere più competitivi di altri, dove democrazia, diritti, partecipazione e regole non servano, e la spinta al “miglioramento continuo con l’ottica Fiat – sic!” sia infinita.
Il secondo rischio è dato dai condizionamenti che il mondo politico può esercitare su lavoratori e sindacato (come si è verificato in tanti casi), dato che bisogna salvare l’azienda, garantire la continuità produttiva, incrementare la produttività, il peggioramento delle regole qui illustrate può essere considerato di secondaria importanza, ed un male minore sopportabile.
Un rischio parimenti grave è poi la possibile metastasi che il consolidarsi di queste nuove regole può avere nel contesto italiano, europeo e mondiale dove Fiat è presente. A livello italiano che il condizionamento del grande gruppo sia operante è un fatto, si esercita tramite l’Isvor, l’AMI o consorzio MTM Italia di sua emanazione, le Unioni Industriali e le aziende di cronotecnica che si appoggiano ad esse per avere mercato.
A livello europeo (Polonia, Turchia, Ungheria, ecc.) non ho informazioni dirette, ma quasi certamente, nel concreto, non deve essere diverso da quello che è successo in Argentina (Cordoba), dove l’accordo imposto al sindacato è la fotocopia, con marginali aggiustamenti, dell’accordo per Melfi. Non penso che ci sia da vantarsi per questo aspetto del made in Italy relativo alla civiltà del lavoro.
Per ultimo, sottolineando che a quel tempo non eravamo in presenza di nessuna innovazione tecnologica ma bensì su di un ciclo tradizionale, posso affermare che se assumiamo l’accordo Sevel del 1981 come riferimento:
Lavorazioni su linea a trazione meccanizzata (flusso continuo)
Gli operai diretti addetti usufruiranno di una pausa individuale a scorrimento pari a 40 minuti primi per turno di lavoro effettivo di 450 minuti primi. La pausa è composta del 4% per fattore fisiologico pari a 16,4 min. (non18’come applicazione del 4%) e del 5,756% di fattore di riposo pari a 23,6 min. L’Azienda recupererà la produzione persa per eventuali fermate tecniche fino a concorrenza dell’entità del fattore di riposo rimasto.
Lavorazioni su postazioni multiple collegate e a trazione non meccanizzata (flusso discontinuo)
Gli operai diretti addetti usufruiscono di una pausa individuale a scorrimento per fattore fisiologico pari a 16,4 min (non18’come applicazione del 4%) . per turno di lavoro effettivo di 450 min. L’azienda recupererà la produzione persa per eventuali fermate tecniche fino a concorrenza dell’entità del fattore di riposo.
Lavorazioni su postazioni fisse
Gli operai addetti usufruiranno delle previste maggiorazioni per fattore di riposo e fattore fisiologico incluse nei tempi effettivi. L’azienda recupererà la produzione persa per eventuali fermate tecniche fino a concorrenza dell’entità del fattore di riposo.
era già presente allora la volontà aziendale, non solo di azzerare l’accordo ’71, ma di far lavorare gli addetti unicamente in funzione dei soli tempi attivi, scaricando su di loro tutte le disfunzioni possibili e negando un secolo di criteri padronali di organizzazione scientifica del lavoro anche Fiat , e tentando quindi di contrabbandare come accordi, arbitri avulsi da qualsivoglia riferimento tecnico-scientifico.
Gli accordi successivi possono quindi essere considerati delle sovrastrutture a questa base di partenza, funzionali a evoluzioni impiantistiche e gestionali ed a contingenti momenti storici. Il salto successivo è stata l’invenzione di una “nuova metrica”, per l’ulteriore salto siamo in trepidante attesa.
E’ rilevabile quindi che tutte le cose fatte negli ultimi 25 anni, restaurazione dell’80, fabbrica tecnocentrica, qualità totale, toyotismo, fabbrica integrata ed a rete, non hanno spostato di una virgola la volontà aziendale di perseverare nello sfruttamento dei lavoratori, di non cedere nulla sul totale e presuntuoso controllo della prestazione di lavoro, e di impedire nel modo più assoluto interferenze sull’o.d.l. .
Sul tema poi della qualificazione esercitata e riconosciuta oggi, a prescindere dalla polivalenze sull’Ute e su più Ute già ricordata, ci si inventa persino il team operaio (Cassino 15-3-2001) con l’elezione a rotazione del team- leader, con compiti di addestratore, di controllore di qualità e di rimpiazzo, ma la qualifica rimane sempre la sempre la stessa 3° liv. cioè quella di operaio generico che lavora tramite dettagliate istruzioni.
Tutto questo è anche la dimostrazione che gli uomini che hanno guidato questa involuzione hanno imparato poco o nulla dalle positive esperienze degli anni ’70, che molti, anche in ambito Fiat, avevano saputo riconoscere ed apprezzare, e sulle quali tutto e ancora da scrivere, perché quelle esperienze non sono solo – I tamburi di Mirafiori – o altre similari.
Su questo tema delle cose non scritte, mi ricordo alcune considerazioni fatte con tanti capi, Repo e dirigenti sul tema dei “consigli” scaturenti dai circoli di qualità, dalla cassette delle idee, o dalla diagrammazione Cedac, ecc., dove rilevavamo che se tutte le contestazioni e le relative richieste fatte e accettate nel corso degli anni ’70 e primi anni ’80, su impianti, attrezzature, tempi, segnalazioni ambientali ed antinfortunistiche, ecc. fossero state tradotte nella nuova ottica premiante, tanti lavoratori e Comitati si sarebbero arricchiti. Tutte cose sottaciute e mai rese pubbliche.
Ne consegue che sperare ancora in una svolta democratica e partecipativa da parte aziendale è pura follia senza un consistente rapporto di forza, che ritorna ad essere un salutare momento educativo, per costringerla a riassumere anche solo corretti modelli scientifici di tayloristica memoria attualmente negati, dato che se ne inventa di propri costruiti ad usum delphini, quindi arbitri.
Le ultime lotte dei lavoratori di Melfi, di Termini, della Sevel, di Arese e di Mirafiori, sono un importante segnale.
Che fare allora? Per quanto mi riguarda è tutto sbagliato ed realmente tutto da rifare, gli smodati appetiti aziendali consolidati fino ad ora non sono emendabili o corretti, ma è bene che siano eliminati nell’interesse stesso dell’azienda.
Oggi i lavoratori Fiat sono più sfruttati che i loro padri negli anni ’60, e sono al vertice delle sfruttamento mondiale, con la differenza che prima lo sfruttamento era frutto della violenza e dell’arbitrio padronale, oggi invece è letto come la risultanza di regole sottoscritte sindacalmente e vanno quindi eliminate.
Si tratta del divieto di investimenti esteri diretti nell’industria utomobilistica nazionale, l’assenza di capitali per l’acquisto in modo massiccio di moderne tecnologie, l’imposizione di barriere protezionistiche con alte tariffe nel settore automobilistico.
Manuale Fiat sul TMC – Edito dalla Direzione Centrale Organizzativa ed Enti Ausiliari – Servizio Lavoro centrale – Edizione 1972 – Nel manuale, per ogni macromovimento è analiticamente descritto il divenire del pagato partendo dai micromovimenti MTM tramite specchietti esplicativi, e tutte le operazioni matematiche che portano al dato TMC-1.
ISVOR – TMC-2 Manuale esplicativo – Il manuale composto di 55 pagine non ha un solo dato MTM perché non potrebbe averne, dato che l’obiettivo non è dimostrare la provenienza dei dati cosa impossibile, ma unicamente l’uso del sistema. Continuano a chiamarlo semplicemente TMC e gli analisti di nuova nomina non conoscono l’uso del TMC-1.
TMC-1 // TMC-2 – Manualistica Fiom Piemonte – 1995
Cosi – Risposta FIOM alla comunicazione aziendale Art. 11 Disc. Spec. CCNL Metalmeccanico (Bozza) 23-5-2003
) Cosi – Risposta FIOM alla comunicazione aziendale Art. 11 Disc. Spec. CCNL Metalmeccanico (Bozza) 23-5-2003
Avvio o fine della fabbrica integrata ovvero l’oscuramento del tubo di cristallo – 16 giugno 1993 – Cosi Cesare
ISVOR-FIAT spa – Unità di addestramento tecnologico – Elementi di analisi e di organizzazione del lavoro – 1986
AMMA – Le metalmeccanica torinese del secondo dopoguerra (1945 – 1972) – 1997 – Allo scopo di incrementare la produzione attraverso un maggio rendimento del lavoro – Cottimo e premi – Stefano Musso.- pag. 164 Garino – Verbali consiglio direttivo 19-5-1971 – … La Fiat era disposta od ogni apertura sul contenzioso relativo ai tempi, alle pause, ai rimpiazzi in linea … ma non intendeva in alcun modo rinunciare all’autonoma determinazione dei tempi e dei metodi in quanto si tratta di una funzione di carattere tecnico che deve tener conto di dati oggettivi validi perciò in senso universale. – (Chissà se lo stesso dirigente potrebbe ripetere le stesse cose a fronte di decisioni aziendali che intervengono autonomamente stravolgendo i dati oggettivi (metriche, ecc.) che facevano si che gli elaborati d’allora avessero valore universale.